Share
Pin
Tweet
Send
Share
Send
Matériel requis
Avant de commencer la fabrication de la presse, vous devez acheter ou trouver dans les bacs:
- tuyau carré en acier 50x50 mm;
- angle en acier 40x40 mm;
- bande d'acier 40x4 mm;
- plaque d'acier 10 mm;
- plaque d'acier 4 mm;
- Prise bouteille 5 t;
- 2 ressorts hélicoïdaux pour un trampoline;
- 2 boulons en forme de J avec écrous;
- 12 boulons M10 de 60 mm avec écrous;
- 2 boulons M10 x 80 mm avec écrous;
- 2 vis M10 pour une clé hexagonale de 30 mm de long;
- 4 boulons M8 pour une clé hexagonale de 16 mm;
- 2 boulons M10 sur 16 mm;
- 4 boulons M6 16 mm;
- 1 boulon M10 30 mm pour clé Allen
- stock avec un talon.
Le processus de fabrication d'une presse hydraulique à partir d'un vérin

Tout d’abord, coupez 2 pièces dans un tuyau carré. Ils seront ensuite utilisés comme support principal de la machine. Leur longueur a été choisie pour les paramètres du cric. J'ai 66 cm et je fais aussi immédiatement les jambes du coin. Pour assurer leur stabilité, une longueur de 30 cm suffit amplement.

Je mets le coin à l’aide d’un repère pour le perçage, puis je prépare deux trous pour les boulons M10. Je mets le coin en place sur un tuyau carré et l'égale à 90 degrés pour faire des marques pour le forage. Je prépare un trou traversant à travers les deux murs de la place. Maintenant, je connecte le tuyau et le coin avec de longs boulons et écrous.

Une fois les paniers prêts, j’ai coupé deux pièces dans un coin de 40 cm de long, qui serviront de butée supérieure renforcée pour le cric. Je les mets un à la fois en place et mets les repères pour le forage. Je fais d’abord des trous dans les coins, après quoi je perce également un carré.

J'insère 2 boulons M10 de chaque côté. Je tire la grille et les deux coins ensemble.

À partir de la plaque d'acier épaisse existante, j'ai découpé une pièce rectangulaire mesurant environ 80 cm sur 13. Le piston du vérin va buter contre elle. Maintenant, je tourne le rack de sorte que les angles transversaux soient en bas. Je pose la plaque et perce au centre.



Pour éviter que le vérin ne glisse sous la charge, un arrêt est requis. Pour ce faire, découpez une autre plaque, mais un peu plus petite. Pour ce faire, utilisez une fine plaque de 4 mm. Je fais des trous traversants dessus, en les déplaçant d'une grande assiette. Également en son centre avec une fraise, je choisis un trou de grand diamètre, qui inclura le talon du piston du vérin. Afin de ne pas utiliser les noix, je coupe les fils dans une plaque mince. Maintenant, je place les deux plaques sur le support depuis les angles et je tords le tout avec des boulons M10 (30 mm de long avec une tête pour clé hexagonale).


Maintenant, je fais un support coulissant pour sécuriser le bas de la prise. De lourdes charges ne seront pas exercées dessus, alors j'ai décidé de le fabriquer en bande d'acier.


Pour commencer, j'ai découpé deux flans de 16 cm de long sur lesquels j'ai fait deux repères transversaux distants de 5,4 à 10,8 cm de l'un des bords. Après je fais une coupe en forme de coin avec une meuleuse, mais je ne coupe pas jusqu'au bout. Par la rainure résultante, je plie la bande pour obtenir un profil en forme de U qui glisse facilement le long du bâti de la machine.

Ayant appliqué le profil en place sur le rack, je mesure la distance qui les sépare, tout en prenant 4 mm à la tolérance. Je transfère les dimensions sur la bande d'acier. Sa longueur devrait être plus longue de 8 cm. J'ai fait une marque après m'être éloigné de 4 cm du bord, après quoi j'ai coupé de la même manière les rainures en forme de coin du moulin. Je plie les queues obtenues sur les bords de la bande à 90 degrés.
Maintenant, vous devez connecter les flans obtenus à partir de la bande. Pour ce faire, commencez par percer des trous dans les queues et coupez immédiatement les filets afin de ne pas utiliser les écrous plus tard. Je prépare également des trous dans le profil en U et connecte le tout avec des boulons M8 à la tête hexagonale de 16 mm.



Ensuite, je prends une plaque d’acier d’une section transversale de 4 mm et pose le bas du cric dessus, puis dessine autour de lui, établit des tolérances et le coupe. J'essaie l'ébauche obtenue au centre du support inférieur constitué d'une bande d'acier. Faites 2 trous et coupez le fil. Je connecte la plaque et le rack, après avoir coupé la longueur supplémentaire des boulons.





Je fais quatre trous au bas du cric. Après cela, je le pose sur la plaque de butée inférieure, marque et perce. J'ai aussi coupé le fil.




Au centre de la plaque, le support du cric fait un trou traversant. Après l’avoir dilaté partiellement sous la tête du boulon M10, mais je n’ai pas percé, juste pour noyer le chapeau.


Sur une bande d’acier avec des profils de guidage, je me retire à quelques centimètres de la plaque de base à travers le trou. À l'avenir, ils sont utiles pour sécuriser les ressorts.

Je commence à assembler la partie mobile de la machine. Tout d’abord, je visse le boulon M10 dans le trou central de la plaque à l’aide d’une clé Allen. Sa tête est complètement cachée. Je pose le cric sur le dessus et le fixe avec de petits boulons, également sous la clé hexagonale. J'insère des boulons en forme de J dans les trous latéraux de la bande. Serrez-les avec deux écrous.


Maintenant, sur la butée supérieure de la machine, en face des boulons en forme de J, je fais des trous transversaux traversants aux deux coins. J'insère les boulons et les relie avec des ressorts avec des crochets en J.





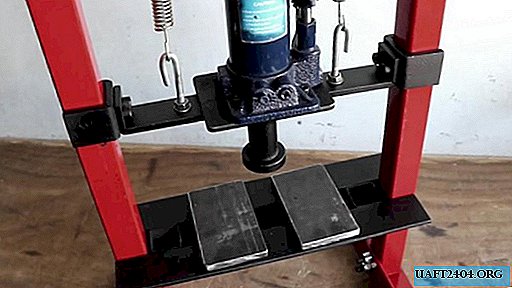
Encore une fois, je prends un coin en acier et coupe 2 pièces de 40 cm chacune. Ils serviront de support pour l'emplacement des pièces pressées. Je le vérifierai de la même manière que lors de la fixation de la butée supérieure du cric. Pour ajouter de la rigidité, j'ai fabriqué 2 inserts à partir de segments d'un tuyau carré, ils ne permettront pas non plus à la plate-forme de se déformer et de tomber lors du déplacement.


Maintenant la dernière étape. Je prends une tige en acier avec un talon et coupe à la longueur désirée.


Je fais un trou pour le boulon M10 à son extrémité. Je coupe le fil et visse la tige sur le boulon qui était auparavant vissé au centre de la butée inférieure du cric.




Il ne reste plus qu’à faire des trous traversants dans les rayonnages pour pouvoir modifier la hauteur de la plate-forme en fonction des paramètres nécessaires des pièces. Je n’en ai fait que quelques-uns jusqu’à présent, je forerai à l’avenir si nécessaire.



Vous pouvez commencer à tester. La poignée standard du jack n’est pas confortable, je l’ai donc remplacée par un tube plus long.

Pour se protéger contre la corrosion, il a tout peint en rouge et noir.

Lors de l'assemblage, j'ai refusé d'utiliser la soudure, car il est important de respecter les angles corrects. Lors du soudage, la pièce peut déboucher sur le côté. Comme vous le savez, l'inclinaison, la pression et les soudures sont incompatibles. Le principal avantage de la conception est que, si nécessaire, je peux toujours retirer le cric et le remettre en place.




Regardez la vidéo du processus de fabrication
Share
Pin
Tweet
Send
Share
Send