Share
Pin
Tweet
Send
Share
Send
Vous pouvez vous procurer une machine à part entière pour couper le matériau en feuille, même sur la meringue d'un moulin ordinaire, ce que je vais vous montrer. J'ai fabriqué un guide linéaire à l'aide duquel vous pouvez couper du métal, du bois, du plastique et même des carreaux de céramique. Il est relativement peu coûteux à fabriquer, prend peu de place et est polyvalent.
Matériaux dépensés
Pour faire un rack pour une meuleuse selon ma taille, vous aurez besoin de:
- tuyau profilé 40x20mm - 0,32 m;
- tuyau profilé 20x20 mm - 1,38 m;
- tuyau profilé 15x15 mm - 0,34 m;
- bande de 40 mm à 0,14 m;
- bande de 20 mm à 0,16 m;
- roulements 100e série - 16 pièces;
- Vis M10 pour hexagone 75 mm - 8 pièces;
- Noix M10 - 12 pièces;
- Rondelles de 10 mm - 32 pièces;
- Noix longues M12 - 3 pièces;
- écrou long M10;
- Boulon M12 avec un filetage complet de 200 mm;
- boulons M10 40 mm - 2 pièces;
- Boulon hexagonal de 70 mm;
- bouchons pour profilé 20x20 - 6 pièces;
- bouchons pour profil 40x20 - 1 pc .;
- tuyau profilé 50x50 pour guide - 2 m ou plus.
Fabrication de rails et de chariots

Vous devez d’abord fabriquer un chariot à rouleaux pour un guidage linéaire. Un tube profilé de 20x20 mm sera utilisé comme base. 4 pièces de 300 mm de long sont nécessaires.

Vous devez maintenant percer des trous pour la connexion future de pièces. Leurs centres sont situés à 25 mm de chaque bord des tubes profilés. Un foret d'un diamètre de 11 mm est nécessaire.

En tournant le profil éclairé de l’autre côté et en reculant déjà de 50 mm, des trous traversants similaires sont percés de chaque côté. Une perceuse de 11 mm est utilisée.
Afin de masquer les boulons utilisés ultérieurement dans l'assemblage du chariot, les trous débouchants dans les pièces à usiner doivent être complétés. Pour cela, un mur de chaque profilé doit être percé à l'aide d'une perceuse d'un diamètre de 17 mm. Ainsi, les 16 trous sont en cours de finalisation, les 16 restants adjacents restent intacts.

Maintenant, vous devez faire une épaule pour sécuriser le moulin lui-même. Pour cela, un tuyau profilé 40x20 d'une longueur de 300 mm est utilisé.

Afin de pouvoir ajuster davantage la profondeur de passage lors de la coupe, un élément de réglage supplémentaire est nécessaire. Il est fabriqué à partir d'un tuyau profilé de 20x20 mm. Une longueur de 160 mm est préparée. Ses extrémités sont coupées à un angle de 45 degrés. Vous pouvez le couper à l'œil nu, car la précision n'est pas si critique.
À partir d’un tuyau profilé de section 15 x 15 mm, les petites pièces d’écartement doivent être coupées dans des longueurs de 40 mm. Un total de 8 pièces est requis.

Ayant fini avec ces flans, le moment est venu de les assembler. Un boulon M12 avec un filetage plein de 200 mm de long servira de boucle de connexion. 3 écrous longs M12 sont vissés dessus.
Avec des boulons fixes avec des écrous avec des pinces sur la table, vous devez attacher des découpes à partir d’une paire de profilés 20x20 et un profilé 40x20. Les tuyaux doivent être soudés aux écrous.

A partir d'une bande d'acier de 40 mm de large, il faut couper 2 pièces de 50 mm de long. Centré plus près des bords, percer un trou de 11 mm à travers le trou.

Les plaques doivent être vissées au réducteur de broyeur dans les trous standard utilisés pour fixer la poignée. Dans certains outils, ces trous peuvent être faits pour les boulons M8, ce qui devra être pris en compte. Pour des raisons de fiabilité, les vis de serrage M10 de 40 mm doivent être équipées d’écrous. Les boulons sont vissés dans la boîte de vitesses à travers la plaque et serrés avec des écrous.

Il est nécessaire de fixer une rectifieuse avec des plaques à une pièce à partir d’un profil de 40x20 mm et de la souder. Après cela, l'outil peut être retiré pour ne pas nuire aux fixations déjà fiables.

À l’œil, légèrement en retrait du montage de la plaque, une pièce fabriquée précédemment en profilé 20x20 de 160 mm de long est soudée. Un bout est cuit à son extrémité libre à partir de la même bande que le support pour meuleuses d'angle. Un trou est percé sur l'oreille saillante de la plaque et un écrou M10 est soudé sur celle-ci. Pour renforcer la structure, en plus du côté du profilé, il est nécessaire de souder une bande d'acier de 160 mm de long, également sciée à 45 degrés.



Le travail de soudure est maintenant terminé et vous pouvez commencer l'assemblage. Il est temps de peindre les détails.


Il est temps d'assembler la voiture. Cela nécessitera des vis M10 pour un hexagone de 75 mm de long. Il est nécessaire de serrer les pièces des tubes profilés 20x20 mm entre elles. En même temps, une tarte est composée entre eux: rondelle, roulement, rondelle, entretoise, rondelle, roulement, rondelle. En répétant ceci 7 fois, le résultat est un chariot fini.


Maintenant, vous devez collecter une épaule pour le moulin elle-même. Elle y est vissée avec des boulons et pressée avec des écrous. Lors du montage de cet appareil, il est nécessaire de bien serrer le filetage afin que l’outil ne se libère pas pendant le fonctionnement.

Le chariot démarre sur le tube profilé de guidage 50x50 mm sous lequel il a été fabriqué. Il reste à visser un long boulon, reliant ainsi l’épaulement au moulin. Le boulon ne doit pas être serré à fond pour laisser suffisamment d'espace dans le long écrou à épaulement pour fixer la poignée standard à l'outil.

Maintenant, vous devez mettre le mécanisme pour ajuster la profondeur de coupe. Pour ce faire, vissez un boulon M10 de 70 mm de long sous un hexagone à filetage plein dans l'œil du profil vertical situé sur l'épaulement de la meuleuse. N'ayant pas de matériel de longueur appropriée, je l'ai augmenté en appliquant un long écrou et un écrou de blocage.
Pour donner à la conception un aspect fini, il ne fait pas de mal de mettre des bouchons en plastique aux extrémités des tubes profilés.




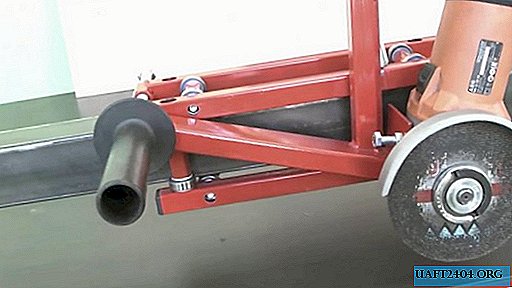
Le guide linéaire avec chariot à galets est prêt à l'emploi. Sa hauteur est réglée par la doublure de blocs de bois. L'outil est positionné sur le bord de la table. Les flans à couper sont pressés par une paire de pinces d'établi. Pour plus de commodité, vous pouvez effectuer plusieurs coupes en ajoutant chaque fois une profondeur d’entaille.










Share
Pin
Tweet
Send
Share
Send